Induktiojohdinvarokkeet, joissa IGBT-induktiolämmitysyksiköt
Tavoite Juottaa kolme sulakekorkkia samanaikaisesti lyijyttömän juotoksen uudelleenvirtaamiseksi ja sulakekannen ja sulakelangan ohjaimen välisen liitoksen muodostamiseksi
Materiaali Päällystetyt kupariset päätykannet 0.375 ”(9.5 mm) ulkohalkaisija x 0.375” (9.5 mm), keraaminen sulakeputki 1.5 ”korkea (38.1 mm), lyijyttömät juotteen aihiot
Lämpötila 700 ºF (371 ºC)
Taajuus 286 kHz
Laitteet • DW-UHF-20 kW induktiolämmitysjärjestelmä, varustettu etätyöpinnalla, joka sisältää kaksi 1.0μF kondensaattoria yhteensä 0.5μF
• Induktiolämmityspatteri, joka on suunniteltu ja kehitetty erityisesti tätä sovellusta varten.
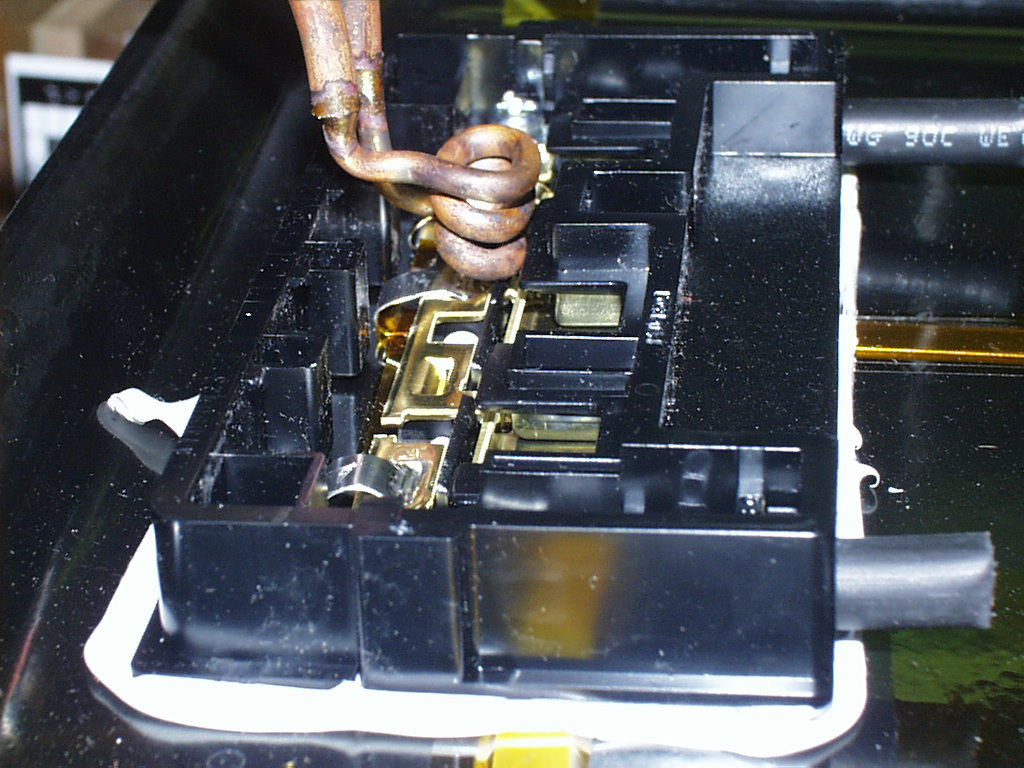
Prosessi Kolme asentoista kaksikierteistä kierukkaa kelataan kolmen sulakekorkin juotettavaksi samanaikaisesti. Sulakekokoonpanot asetetaan kelaan ja lämpöä levitetään kolmessa jaksossa 3.5 sekunnissa sykliä kohti juotteen uudelleenvirtaamiseksi. Tuotantolinjalla pohjakorkit juotetaan ensin. Sulakkeet on täytetty hiekalla ja yläkansi juotetaan kokoonpanoa kääntämättä.
Tulokset / hyödyt Induktiolämmitys tarjoaa:
• Johdonmukaiset ja toistettavat tulokset
• Tarkka ja tarkka lämmönsyöttö
• Handsfree-lämmitys, joka ei sisällä käyttäjän taitoja valmistuksessa
• Tasainen lämmityksen jakautuminen