Induktion juottaminen kuparilangat IGBT: n korkean taajuuden lämmitysyksiköillä
Tavoite Juottaa kaksi kuparijohtoa esiasennettuihin torneihin kuparikiskotankoon
Materiaali Juotoskastetut kupari / nikkelikiskotanko, 2 tinattua säikeistä kuparilangkaa, juottotikku
Lämpötila 446 ºF (230 ºC)
Taajuus 230 kHz
Laitteet • DW-UHF-6kW induktiolämmitysjärjestelmä, varustettu etätyöpäällä, joka sisältää yhden 1.2μF kondensaattorin.
• Induktiolämmityspatteri, joka on suunniteltu ja kehitetty erityisesti tätä sovellusta varten.
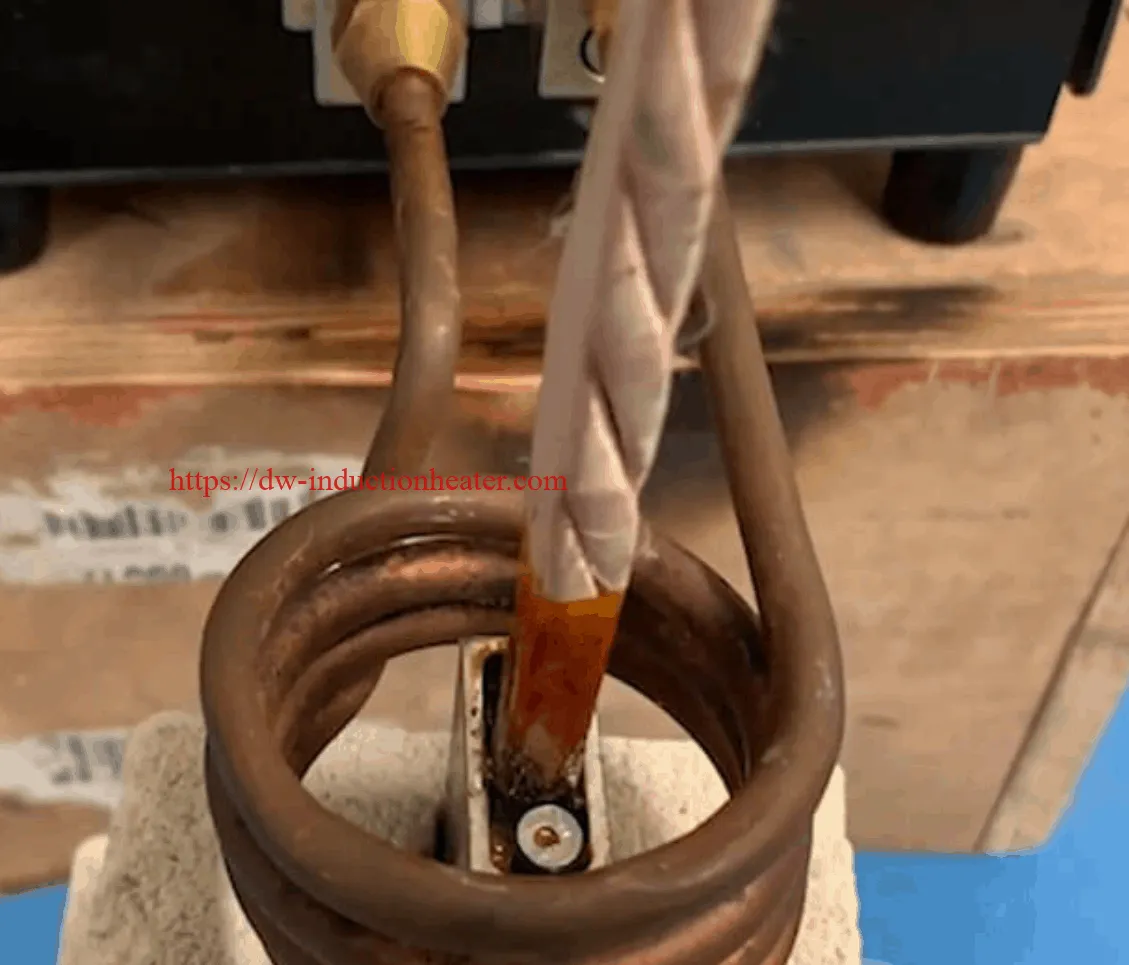
Prosessi Nelikierrosta jaettua kierukkakäämiä käytetään kiskotankokokoonpanon juotettavaksi. 2 kuparijohtoa kiinnitetään torneihin ja tehoa käytetään 30 sekunnin ajan. Juotostikku syötetään käsin lämmitettyihin osiin ja juote virtaa tasaisesti luoden liitoksen.
Tulokset / hyödyt Induktiolämmitys tarjoaa:
• Pienempi juoteaika
• Tasainen lämmityksen jakautuminen
• Yhdistetään nivelen johdonmukaisuuteen


