

induktiokovettamalla sahanterän hampaita
Kuvaus
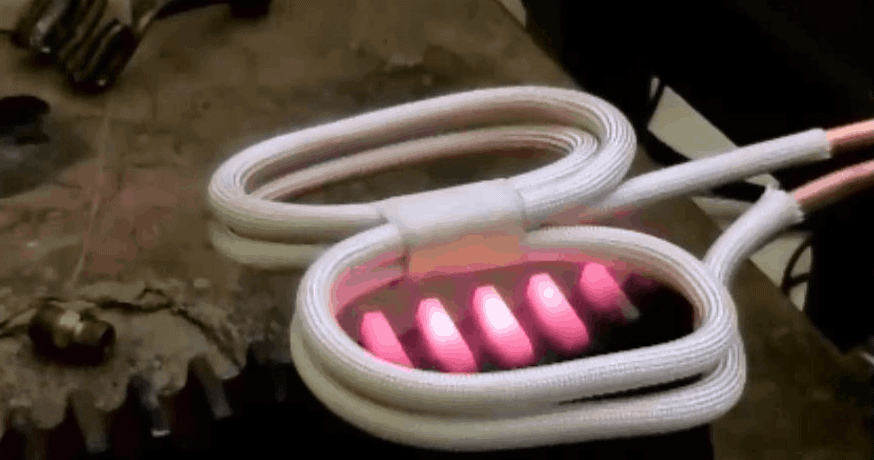
induktiokarkaisu sahanterän hampailla korkean taajuuden induktiokarkaisukoneella
Tavoite
Induktiokarkaisu suuren sahanterän hampaat kovettuvaa pintaa varten; tavoitteena on lyhentää lämmitysaikaa
Materiaali: Sahanterän osa
Lämpötila: 1650 ºF (899 ºC)
Taajuus: 134 kHz
Varustus:
-DW-UHF-40kW 50-150 kHz induktiolämmitysjärjestelmä varustettu etätyöpäällä, joka sisältää kahdeksan 1.0 μF kondensaattoria

–Erityisesti tätä sovellusta varten suunniteltu ja kehitetty moniasentoinen kaksikierteinen kierteinen induktiolämmityspatteri
Prosessi: induktiokuumennuskäämi kehitettiin niin, että se ei keskitä lämpöä hampaan ulkoreunalaaksoon. Osa asetettiin kelan alle noin 1/8 ”(3.2 mm) etäisyydelle ja virta kytkettiin päälle. 40 kW: n DW-UHF-sarjan induktiolämmön virtalähteellä osa lämmitetään lämpötilaan tavoitellun viiden hampaan nopeudella neljässä sekunnissa.
 Tulokset / edut
Tulokset / edut
–Nopeus: Asiakas käytti jo induktiota, mutta halusi päivittää korkeamman virran järjestelmään kasvattaakseen
heidän tuotantonopeutensa (Ennen HLQ: n induktion ensimmäistä käyttämistä asiakas käytti soihtua.)
–Tarkkuus ja toistettavuus: Soihtu ei ole yhtä tarkka kuin induktio eikä toistettavissa, vaikka induktio voidaan
toteutettu erittäin toistettavaksi
–Tehokkuus: Induktiolämmitys käyttää vähemmän energiaa kuin taskulamppu ja tarjoaa välittömän päälle / pois-lämmityksen



