
Induktio-esilämmityshitsaustangot
Kuvaus
Induktio-esilämmityshitsaustangot
Tavoite Terästankojen esilämmitys 500 ºF: een (260 ºC) hitsaussovellusta varten suurelle laitevalmistajalle
materiaali: Asiakkaan toimittamat terätapit (vaihtelevat, keskimäärin 2 ”/ 51mm)
Lämpötila: 500 ºF (260 ºC)
Taajuus: 100 kHz
Laitteet: DW-HF-45kW 50-150 kHz induktiolämmitysjärjestelmä, joka on varustettu kaukolämpöasemalla, joka sisältää kahdeksan 1.0 μF kondensaattoria
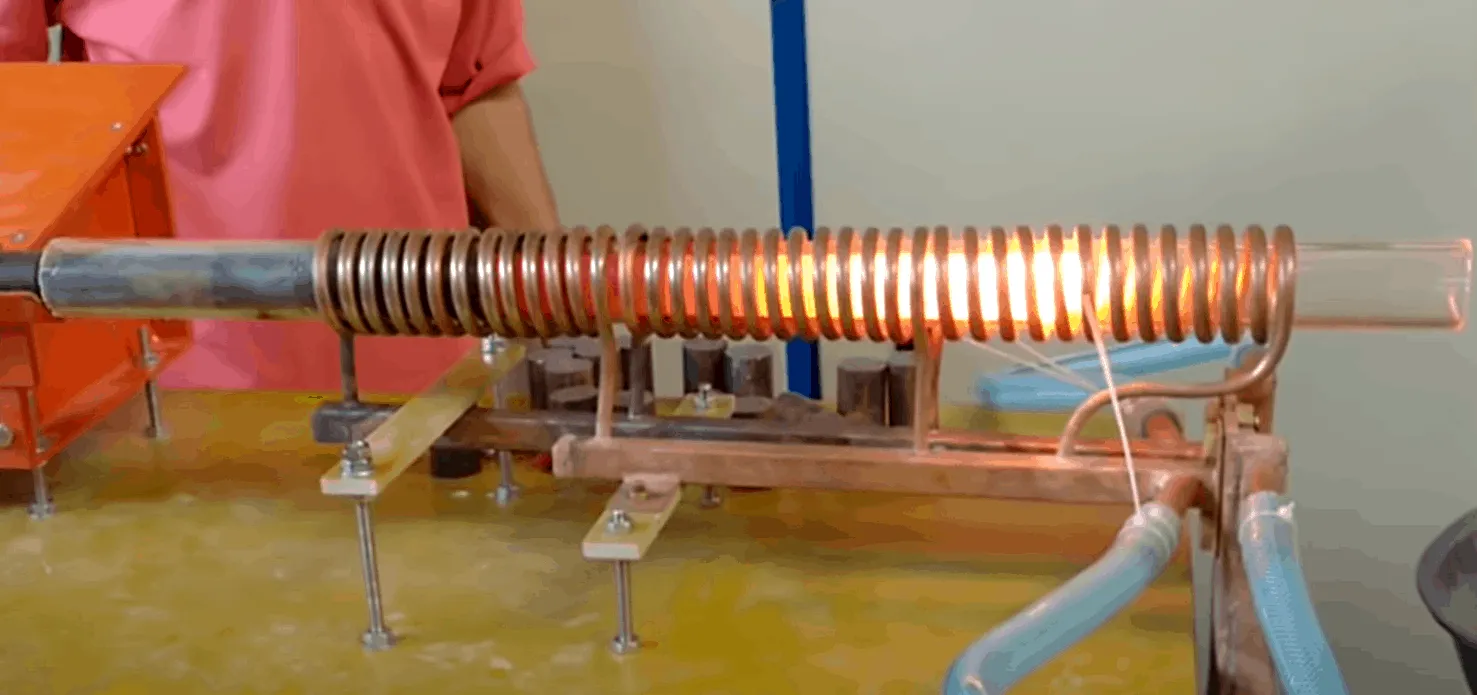
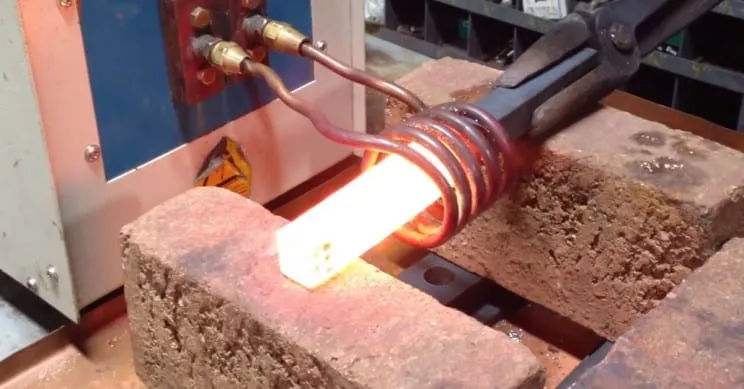
- Moniasentoinen kaksikierros induktiokuumennuskäämi suunniteltu ja kehitetty erityisesti tätä sovellusta varten
Induktio-esilämmitysprosessi: Terästanko ladattiin kelaan ja lämpö kytkettiin päälle. Osa saavutti 600 ºF (316 ºC) minuutissa. Virta kytkettiin pois päältä ja sauvaa tarkkailtiin 30 sekunnin ajan varmistaakseen, että ulkokerros ei pudonnut alle 500 ° C: een.

Application Labin kokemusten ja testausten perusteella, mitä pidempi lämmitysaika, sitä vähemmän virtaa tarvitaan.
Lisäksi mitä pidempi lämmitysaika, sitä pidempään ulkolämpötila pysyi yli 500 ºF: ssa.
Tämän vuoksi virtalähteissä on lisämahdollisuuksia 15 kW: n induktiolämmittimestä, jossa on kaksiasentoinen kela, jonka lämmitysaika on kaksi minuuttia, 45 kW: iin induktiolämmitysjärjestelmä neliasentoisella kelalla ja minuutin kuumennusajalla.
Tulokset / edut
Tarkka lämmitys: Asiakas haluaa siirtyä liekistä, koska induktio voi tarjota tarkemman, toistettavan lämmityksen
Tunkeutuminen: Induktio tekee ylivoimaisen työn tunkeutuen tapiin verrattuna polttimeen, mikä on kriittinen
esilämmitys hitsausta varten
Nopeus: Induktio mahdollistaa nopean lämmityksen, mikä voi lisätä tuotantoa verrattuna polttimen lämmitykseen
Osien laatu: Polttimella voidaan tehdä osasta hauras, mikä tekee induktiosta edullisen
- Työympäristö: Induktiohehkuhitsaus on turvallisempi lämmitysmenetelmä, joka tuo vähemmän lämpöä työpaikalle kuin liekki




