juottamalla kuparia ruostumattomaan teräkseen
Kuvaus
Tavoite
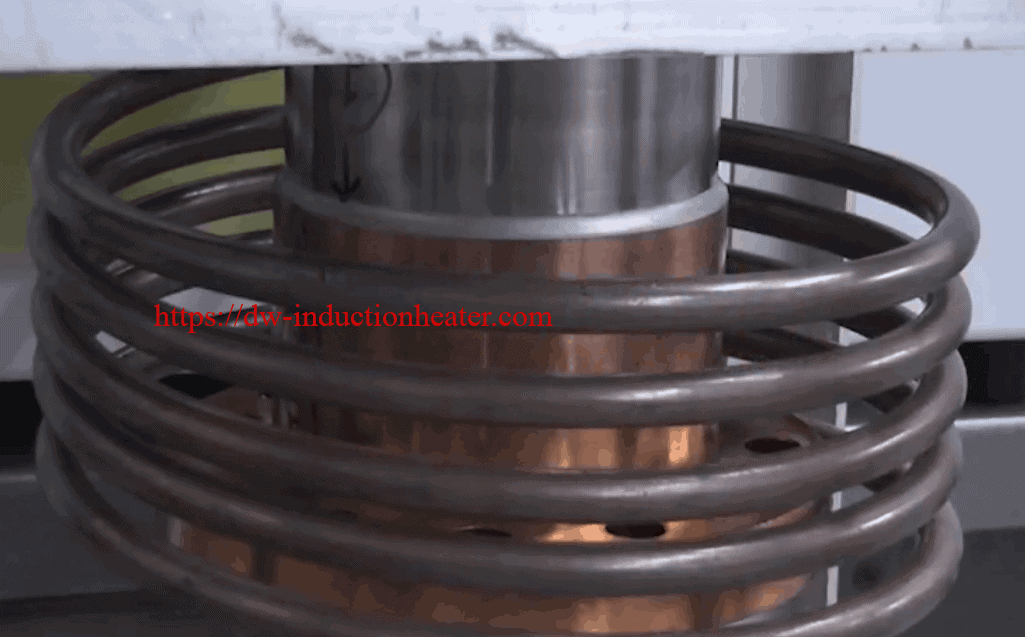
Induktiojuottokupariputki ruostumattomasta teräksestä valmistettuun putkeen. Kryogeeniset pumput ja kotelot.

Laitteet
DW-HF-15kW / 25KW / 45kW induktiolämmityslaitteet

Test 1
Tarvikkeet
Kryogeeniset pumput ja kotelot - Kuparikansi (2 ”(25.4 mm) OD, 3” (76.2 mm) pitkä, 0.15 ”(3.81 mm) seinä, istuu ruostumattoman teräksen akselilla 1.4” (3.81 mm) syvällä, ruostumattomasta teräksestä valmistettu akseli (1.7 ”(43.18 mm) OD, 6” (152.4 mm) pitkä ja kiinnitetty suurempaan massaan, kun se loppuu, paksuus 0.1 ”(2.54 mm).)
Teho: 25 kW
Lämpötila: 1145 ° F + (618 ° C)
aika: Alle 40 sekuntia

Test 2
Tarvikkeet
Kryogeeniset pumput ja kotelot - Kupariholkki (3.6 ”(91.44 mm) OD, 0.1” (2.54 mm) paksu seinä, joka on 2.7 ”(68.5 mm) pitkä, 3.8” (96.52 mm) OD-huuli pohjassa, joka on 0.6 ”( 15.2 mm), paksuus noin 0.85 ”(21.5 mm), huulilla varustetun osan koko on 3.14” (79.7 mm), SS-akseli istuu 2.66 ”(67.5 mm) syvällä, SS-akseli (3.4” (86.3 mm) OD, 3.2 ”(81.2 mm) ID, yli 7.5” (190.5 mm) pitkä, on pienempi korkki ja akseli kiinnitetty toiseen päähän ja suurempi 8 ”(203.2 mm) alusta toiseen)
Teho: 16.06 kW
Lämpötila: 1145 ° F + (618 ° C)
aika: 1 minuutti 30 sekunnista 3 minuuttiin
Test 3
Tarvikkeet
Kryogeeniset pumput ja kotelot - Kupariholkki (3.5 ”(88.9 mm) OD, 0.1” (2.54 mm) paksu seinä, joka on 2.1 ”(53.3 mm) pitkä, 5.3” (134.6 mm) OD-huuli pohjassa, joka on 0.74 ”( 18.7 mm) pitkä, paksuus noin 1 ”(25.4 mm), huulilla varustetun osan koko on 2.8” (71.1 mm), koko ruostumattomasta teräksestä valmistettu akseli on 2.66 ”(67.5 mm) syvä), ruostumattomasta teräksestä valmistettu akseli (3.35” (85.0) mm) OD, 3.2 ”(81.2 mm) ID, yli 7.5” (190.5 mm) pitkä, on pienempi korkki ja akseli kiinnitetty toiseen päähän ja suurempi 5.5 ”(139.7 mm) alusta toiseen)
Teho: 9.09 kW
Lämpötila: 1145 ° F + (618 ° C)
aika: noin 20 - 30 sekuntia

Test 4
Tarvikkeet
Kryogeeniset pumput ja kotelot - Kuparikorkki (2.7 ”(68.5 mm) OD, 2.85” (72.3 mm) korkea, 0.6 ”(15.2 mm) seinä, istuu ruostumattomasta teräksestä valmistetulla akselilla, jonka syvyys on 1.4” (35.5 mm), ruostumattomasta teräksestä valmistettu akseli ( 1.54 ”(39.1 mm) ulkohalkaisija, 0.9” (22.8 mm) paksu seinä, 6.5 ”(165.1 mm) korkea ja kiinnitettynä suurempaan massaan, kun se loppuu) ruostumattomasta teräksestä valmistettu ylimääräinen korkki kuparin toisella puolella, 2.44” (61.9 mm) ) OD, vähintään 0.8 mm (20.3 ”) (0.88 mm) varsi ylhäällä, joka on 22.35 mm (1.4”) ja 35.5 mm (0.66 tuumaa)
Teho: 14 kW
Lämpötila: 1145 ° F + (618 ° C)
aika: 1 minuutti 50 sekuntia

Tulokset ja johtopäätökset:
Test 1: Testi aloitettiin paljon pienemmällä teholla ja nousi 25 kW: iin 15 sekunnin kuluttua. Induktiojuottaminen onnistui.
Suositellaan käytettäväksi tiukempaa kelaa, joka käärii vain puolet kuparisuojuksesta. Tämä keskittäisi lämmön vain kohtaan, missä seos on, ja sen pitäisi vähentää lämpöaikaa.
Test 2: Testi tehtiin ylisuurella kelalla johtuen huulen aiheuttamista välysongelmista. Arvioitu aika koko syklille on 20-30 sekuntia. Alempi taajuus näytti olevan hyödyllinen sovellukselle aiheuttamalla kentän tunkeutumaan syvemmälle kuparin ohi ja itse teräkseen, mikä johti nopeammin lämpöaikaan.
Test 3: Testi tehtiin 14 kW: lla DW-HF-15KW: lle tarvittavan ajanjakson simuloimiseksi induktiolämmitysjärjestelmä. Tämä osa vaatii pisin lämmitysaika kuparin massasta johtuen. Lämpöaikoja voidaan lyhentää käyttämällä suurempaa virtalähdettä.
Kaikkien testien lämpöaikoja voidaan parantaa optimoimalla induktiokuumennuskelat tietyille osille ja alentamalla taajuutta. Lämpötilansäädintä ja pyrometriä suositellaan voimakkaasti sen varmistamiseksi, että osille ei aiheuteta vaurioita, jos siirrytään suurempaan induktiojärjestelmään. Jos käytetään 15 kW: n induktiolämmitysjärjestelmää, lämpötilansäädintä ja pyrometriä suositellaan edelleen, mutta osien vaurioitumisen riski pienenee.




