
Induktiokarkaisevat terän sahahampaat
Kuvaus
Induktiokarkaisevat sahahampaat terä
Menetelmä terässahanterän hampaiden kovettumismenetelmäksi, joka koostuu "suurnopeustyökaluteräksestä", joka menetelmä käsittää suurtaajuisen induktiovirran kuljettamisen terän hampaiden läpi siten, että kaikki hampaiden hiukkaset sekä pinnalla että sen sisäosat, lämmitetään kriittiseen lämpötilaan noin 2375 ºF ilman vastaavaa lämmityksen muita osia, säätämällä indusoidun virran taajuutta ja suuruutta siten, että olennaisesti kaikki hampaiden karbidit ovat kunnossa liukenemaan austeniittimatriisi käytännössä heti, kun teräs saavuttaa kriittisen lämpötilan, ja tämän jälkeen hampaiden jäähdyttäminen lämpötilaan, joka on oleellisesti kriittisen lämpötilan alapuolella, ennen kuin merkittävä viljan kasvu tapahtuu; sen sijaan, että karkaisisit koko terää tai pelkästään induktiopinta karkaisisi hampaita.

Terän induktiokarkaisevat sahahampaat kovettamiseen; tavoitteena on lyhentää lämmitysaikaa
Materiaali: Sahanterän osa
Lämpötila: 1650 ºF (899 ºC)
Taajuus: 134 kHz
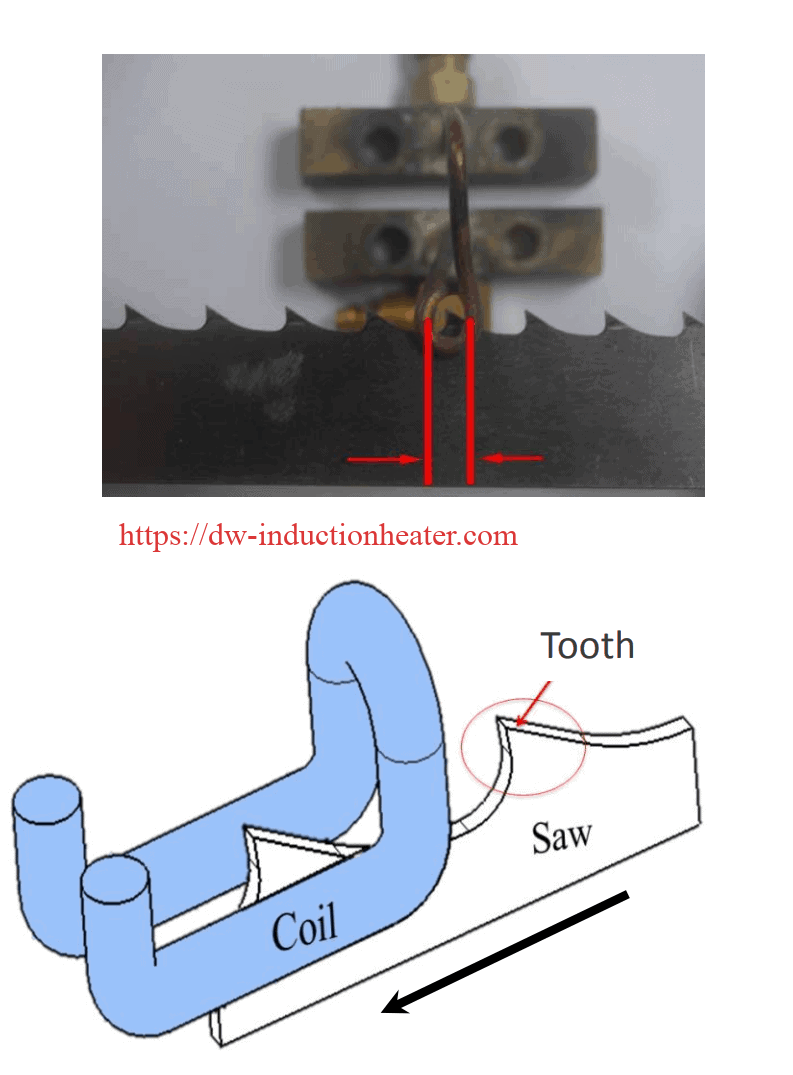
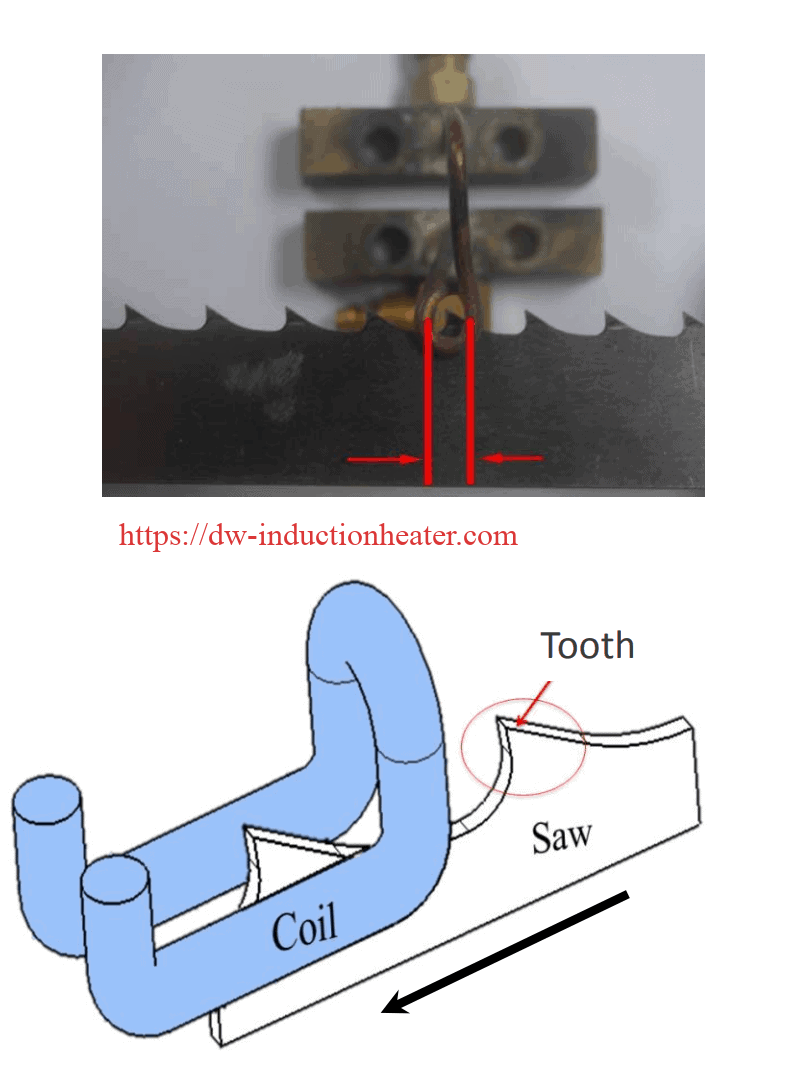
Laitteet: DW-UHF-30kW 50-150 kHz induktiolämmitysjärjestelmä varustettu etätyöpäällä, joka sisältää kahdeksan 1.0 μF kondensaattoria.

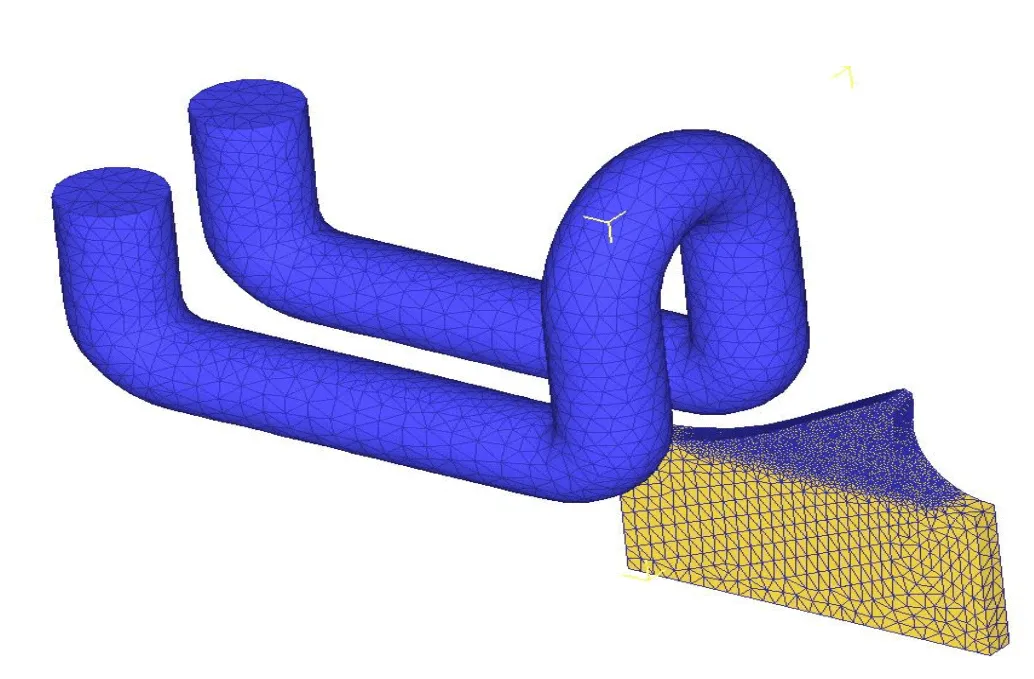
Induktiolämmityspatteri on kehitetty siten, että se ei keskitä lämpöä hampaan ulkoreunalaaksoon. Osa asetettiin kelan alle noin 1 mm: n päähän ja virta kytkettiin päälle. 8 kW DW-UHF: llä Induktiolämpöteho osa, joka on lämmitetty lämpötilaan tavoitellun viiden hampaan nopeudella
neljä sekuntia.
Tulokset / edut
Nopeus: Asiakas käytti jo induktiota, mutta halusi päivittää korkeammalle sähköjärjestelmälle kasvavan
heidän tuotantonopeutensa (Ennen HLQ: n induktion ensimmäistä käyttämistä asiakas käytti soihtua.)
Tarkkuus ja toistettavuus: Soihtu ei ole yhtä tarkka kuin induktio eikä toistettavissa, vaikka induktio voi olla
toteutettu erittäin toistettavaksi
Tehokkuus: Induktiokarkaisu käyttää vähemmän energiaa kuin taskulamppu, ja se tarjoaa välittömän päälle / pois-lämmityksen




